admin

Un pionnier et un succès !


Avec sa volonté de toujours être à la pointe de l’innovation sur le marché du Dériveur, RS Sailing a développé et lancé le RS 100 en 2010. Il est avec son concurrent de chez Devoti, le D-one, le plus performant des dériveurs solitaires sans trapèze et à spi asymétrique.
Il s’adresse à ceux qui veulent un bateau simple et très facile à mettre en oeuvre et ne nécessitant pas le niveau technique et physique d’un dériveur solitaire à spi asymétrique et trapèze.
Caractéristiques
- Architecte: Paul Handley
- Année: 2009
- Constructeur: LDC
- Longueur: 4.30m
- Largeur: 1.83m
- GV:7.4 / 8.4 / 10.2 m²
- Spi: 12.5m²
- Poids: 80kg (complet)
A l’époque, il fallait oser se lancer sur ce segment qui s’impose pourtant aujourd’hui comme prometteur. Comme souvent RS Sailing a visé juste. Le bateau a été un gros succès à l’international avec plus de 500 unités vendues en 4 ans et le marketing de lancement du projet a été un modèle du genre avec un niveau rarement atteint dans « l’artisanat » de la voile légère.
Ce succès n’est guère surprenant quand on regarde les qualités du bateau. Coque époxy, mât et bôme en carbone, accastillage Selden, le bateau a clairement un look plus moderne et agréable que son concurrent de chez Devoti. Le mât semi-haubané contrairement à son concurrent, est un vrai plus et tout un ensemble de petits détails font du RS100 un dériveur certainement plus abouti techniquement que ce qu’on a parfois pu connaitre chez RS Sailing.
Sur le plan du programme et du public cible, encore une fois RS a visé juste et a marqué un premier point dans ce que certains appellent le « easy sailing » : le bateau répond à une vraie demande de gens qui veulent un bateau simple, accessible, facile à mettre en oeuvre mais sur lequel on s’amuse. Les performances sont bonnes pour un solitaire sans trapèze : la position de rappel est très ergonomique donc (presque) agréable. Si au près, il faut clairement s’engager pour faire avancer le bateau, le RS100 est un régal absolu au portant. Il va véritablement très vite et facilement ! Et même avec le gréement de 10,20 m2 l’empannage dans la brise n’est pas une aventure dont on ne sait si on sortira vainqueur.
 C’est en effet une des originalités aussi de ce bateau, d’avoir à l’instar du Laser, 3 gréements de taille différentes pour permettre à une vaste fourchette de gabarit de pouvoir naviguer en RS100 : 7,4 – 8,4 et 10,2 mètres carrés sont disponibles même si aujourd’hui le gréement intermédiaire est largement majoritaire et conviendra parfaitement pour des gabarits allant jusqu’à 85-88 kilos.
C’est en effet une des originalités aussi de ce bateau, d’avoir à l’instar du Laser, 3 gréements de taille différentes pour permettre à une vaste fourchette de gabarit de pouvoir naviguer en RS100 : 7,4 – 8,4 et 10,2 mètres carrés sont disponibles même si aujourd’hui le gréement intermédiaire est largement majoritaire et conviendra parfaitement pour des gabarits allant jusqu’à 85-88 kilos.
Reconnu classe ISAF, le bateau se développe mais les compétitions internationales attirent encore peu de monde malgré la convivialité légendaire de l’association de classe RS. Le RS100 est d’abord et avant tout le bateau de ceux qui veulent se faire plaisir sans trop de contrainte, à côté de chez eux, au club et profiter d’un bateau qui en 15 minutes permet d’aller sur l’eau. Enlevez le taud, hissez la voile et c’est parti ! C’est également un régal sur les plans d’eau intérieur où peu d’engins iront beaucoup plus vite.
En France, le bateau se vend bien et satisfait pleinement ses propriétaires.
Côté défaut, si l’on considère qu’il n’y a pas de mauvais bateau mais des bateaux mal choisis par rapport au programme de navigation et d’utilisation pour lequel ils sont conçus, alors le RS100 n’a pas de point faible. Tout au plus pourra-t-on signaler qu’il aurait mérité d’être un tout petit peu plus large pour être moins physique au près. Mais bon… La voile est un sport et le RS100 fera toujours moins mal aux « abdos » et aux cuisses qu’un Laser. Et la vitesse et les sensations au portant sont là pour faire oublier certains légers désagréments. De même, il faudra que le constructeur et l’importateur veillent à garder le prix de ce bel objet à un niveau raisonnable puisque c’est aussi une de ses grandes forces.
Les petites annonces RS100 - par Wanaboat.fr
Pour afficher votre RS100 d'occasion ici, rendez sur Wanaboat.fr le spécialiste des annonces
bateaux d'occasion et publiez une annonce en sélectionnant le modèle «RS100».
 Texte traduit et adapté de “A beginner’s guide to sailing R Class” par Hemi (Douglas) Royds pour rclass.org .
Texte traduit et adapté de “A beginner’s guide to sailing R Class” par Hemi (Douglas) Royds pour rclass.org .
Quelques conseils pour ceux qui vont bientôt participer à leur première régate de skiffs….
Gréer le bateau
Le plus important en gréant le bateau est de ne pas s’autoriser plus de 25 minutes entre l’arrivée au club et le départ sur l’eau. N’emportez absolument aucun outil puisque c’est beaucoup plus pratique de les emprunter à un copain alors qu’il se dirige vers l’eau les outils bien en sécurité dans la voiture.

Cela ne devrait pas être un problème comme les clés sont généralement glissées dans l’amortisseur avant gauche…
Mettez le mat et assurez-vous que la tension de gréement et suffisamment forte pour que le foc ne puisse être amuré qu’avec l’équipier en train d’amputer ses doigts sur les câbles de trapèze devant le bateau.
[…] Faite de manière à ce que les 2 écoutes de foc passent du même côté du mat et qu’au moins une écoute de spi passe sous l’amure de spi.
Sautez dans votre combinaison qui doit au choix :
- A : être sale, humide et moite de la semaine dernière de manière à ce que cela sente comme si le chat y avait séjourné
ou
- B : être lavée et sèche de manière à passer 10 minutes à sautiller sur une jambe pour rentrer l’autre jambe. Oups, c’était le trou du bras, enlevez tout et recommencez.
[…] Enfilez votre couche de trap et tirez les sangles jusqu’à ce que vous marchiez comme E.T. (et parliez comme lui aussi). Laissez la dérive en sécurité dans la voiture (les clés accrochées à l’amortisseur etc…) Oubliez d’enlever la montre que vous avez hérité de votre grand-père et c’est le moment de mettre à l’eau.
Mettre à l’eau un skiff
Le bateau doit être tenu par l’équipier afin que son altesse royale le barreur puisse monter dedans sans se mouiller au dessus des chevilles. L’équipier doit ensuite avancer jusqu’à ce que l’eau atteigne un niveau ou il n’est plus possible de tenir le bateau sans glisser sur la cale. Le barreur peut alors prendre son temps pour enfiler le safran, processus qui demande beaucoup d’instructions à l’équipier sur comment maintenir le bateau stable. Une fois cela terminé vous pouvez mettre la dérive dans le puits, prendre l’écoute de grand voile et partir. L’équipier doit de préférence embarquer également. Il devrait sauter lestement d’une eau jusqu’aux épaules au vent du skiff déjà gité et atterrir directement au trapèze, border l’écoute de foc pendant que … NON, LAISSE FILER, p**t ! m%@ pu&^%, RENTRE ! AU TRAP … Aller vers la ligne pour être sur d’arriver juste à temps pour damer le pion à tout le monde sur le fil.
Vocabulaire…
Cela vaut le coup de faire une digression de quelques lignes pour parler de vocabulaire utilisé sur un skiff. Toutes les manœuvres violentes: virer, empanner, lofer, abattre, affaler, faire du trapèze, … doivent être ponctuées du commentaire approprié du barreur et de l’équipier. Cela doit ressembler à quelque chose comme : pu#!% pu#!% pu#!% pu#!% bor*$ mer^ %§! mer^ %§! mer^ %§! mer^ %§! … Ca doit vraiment aider car tout le monde semble le faire.
Départ
 La logique veut que vous partiez de la manière suivante : approchez de l’endroit ou vous voulez partir avec 40-50s d’avance, plongez sous le vent de quelques victimes insoupçonnées et lofer au trapèze avec 20 secondes restantes passant la ligne pleine balle 1 à 2 secondes après le coup de canon avec de l’eau libre sous vous. Ne pas s’attendre à réaliser cela en débutant. Cela énerve les autres concurrents surtout si ce sont des victimes insoupçonnées. Donc un autre moyen de les énerver est de toucher le comité à 20 secondes du départ et parce que vous ne voulez pas passer la ligne trop tôt, abattez simplement et accélérez le long de la ligne poussant les autre devant vous. Vous entendrez probablement quelques termes évoqués ci-dessus.
La logique veut que vous partiez de la manière suivante : approchez de l’endroit ou vous voulez partir avec 40-50s d’avance, plongez sous le vent de quelques victimes insoupçonnées et lofer au trapèze avec 20 secondes restantes passant la ligne pleine balle 1 à 2 secondes après le coup de canon avec de l’eau libre sous vous. Ne pas s’attendre à réaliser cela en débutant. Cela énerve les autres concurrents surtout si ce sont des victimes insoupçonnées. Donc un autre moyen de les énerver est de toucher le comité à 20 secondes du départ et parce que vous ne voulez pas passer la ligne trop tôt, abattez simplement et accélérez le long de la ligne poussant les autre devant vous. Vous entendrez probablement quelques termes évoqués ci-dessus.
Le premier près
Après le départ vous devriez être clairement placé dans de l’air mauvais. Essayez de vous écarter de votre équipier, cela peut sentir meilleur. Si vous n’avez pas un bateau plus rapide en train de vous passer au vent, attendez 30 secondes pour vous stabiliser et monter au trap. Vous devriez alors avoir quelqu’un au dessus de vous. Tout le monde sait qu’il faut virer pour avoir du vent dégagé, faites le donc immédiatement et revirez devant un bon paquet de bateau approchant de manière à ce qu’ils aient à éviter votre skiff désormais tanké sur place.
Rappelez vous, si un skiff semble confortable au prés, vous ne pointez pas assez haut ou naviguez pas suffisamment à plat. Lofez jusqu’à ce que le foc s’inverse et relâcher la GV jusqu’à ce que le skipper soit balayé à l’arrière du bateau. Vous naviguez suffisamment à plat quand vous ne pouvez respirer à cause des projections d’eau de l’étrave qui vous arrivent dans la tête.
Virer
Il y a une règle fondamentale en skiff : aucun virement ne semble fonctionner à 100%. Si vous avez réussi un virement, ne vous inquiétez pas le suivant devrait être une belle daube. Prenez l’écoute de grand voile à votre équipier et dites « A virer » suffisamment bas pour ne pas être entendu. Rentrez dans le bateau et restez accroché à votre trapèze du mauvais côté de la bôme. Pendant ce temps là l’équipier doit se retrouver coincé au niveau du puits de dérive dans le pire sac de nœud depuis la dernière conférence de paix au proche orient. L’équipier doit aussi oublier de choquer le foc. Une fois que tout est réglé, l’équipier doit reborder le foc jusqu’à être tendu comme une peau de tambour de manière à giter et à embarquer 200 litres d’eau. La communication recommandée de l’équipier à ce moment ressemble à : « Bah qu’est ce que tu fous ? » (calmement au trapèze pendant que le barreur lutte au milieu du cockpit) . Ce type de commentaire aide beaucoup.
Abattre à la bouée au vent
N’essayez pas, c’est impossible….
Le spi
 Le spi fonctionne bien si vous vous rappelez de quelques règles simples. L’équipier comme toujours doit obéir aux ordres calmes du ballast au tableau arrière sans faire attention que ses bras sont en train de se démancher. La réelle magie de la trajectoire est fournie par le barreur. Quand le bateau penche à tribord, barrez à gauche ; à bâbord, poussez à droite ; devant, hurlez quelque chose incompréhensible et suivez une courbe parabolique au dessus du cockpit et plongez la tête la première sur le pont.
Le spi fonctionne bien si vous vous rappelez de quelques règles simples. L’équipier comme toujours doit obéir aux ordres calmes du ballast au tableau arrière sans faire attention que ses bras sont en train de se démancher. La réelle magie de la trajectoire est fournie par le barreur. Quand le bateau penche à tribord, barrez à gauche ; à bâbord, poussez à droite ; devant, hurlez quelque chose incompréhensible et suivez une courbe parabolique au dessus du cockpit et plongez la tête la première sur le pont.
[…]
Il y a un mythe commun établissant que les cale-pieds ralentissent sous spi ou empêchent les équipages d’être des vrais skiffeurs. Ce mythe est un complot pour s’assurer une fréquence maximum de figures spectaculaires. Les vrais hommes naviguent sur des trapanelles sous-marines en carbone avec GROS TANGON. Si vous avez des cale-pied, soyez sur qu’ils pendent de manière à ce que l’équipier ne puisse jamais y mettre ses pieds ou que vous êtes assis dessus.
A l’empannage, l’équipier doit faire l’équilibre pendant qu’il empêche le spi de faseyer plus d’1/2 seconde qu’importe la trajectoire du barreur. Comme toujours le barreur va continuer à donner ses instructions sur comment la suite va se dérouler. A la bouée sous le vent, l’équipier doit prestement rentrer dans le bateau et affaler le spi pour plonger au trapèze et reprendre la GV au pauvre barreur exténué.
Après la régate…
Une règle simple : ne jamais être présent quand il faut remplir le formulaire de réclamation.
Maintenant que c’est terminé, c’est le moment de jeter votre combi dans le placard et le spi mouillé dans le garage!
Accessible dans une certaine limite

 Le RS700 est la suite logique du RS600 pour le chantier RS Sailing. Au début des années 2000 en effet, des solitaires à spi asymétrique sont apparus sur le marché et il s’est vite avéré qu’une modification du RS600 pour lui adapter un spi ne tiendrait pas la route du fait de la carène très extrême du RS600.
Le RS700 est la suite logique du RS600 pour le chantier RS Sailing. Au début des années 2000 en effet, des solitaires à spi asymétrique sont apparus sur le marché et il s’est vite avéré qu’une modification du RS600 pour lui adapter un spi ne tiendrait pas la route du fait de la carène très extrême du RS600.
RS a donc développé le RS700 avec les grandes orientations techniques et marketing propres au chantier : ne pas sacrifier à la performance tout en rendant les bateaux le plus accessible possible pour ceux qui cherchaient un skiff solitaire qui seraient au Musto Skiff ce que le RS800 est au 49er.
Caractéristiques
- Architecte: Nick Peters
- Année: 2002
- Constructeur: LDC
- Longueur:: 4.68 m
- Largeur:: 1.92 – 2.33 m
- Grand-voile: 12.8 m²
- Foc: –
- Spi: 16 m²
- Poids: 79 kg
Sur un plan technique, le RS 700 n’a rien à envier à ses concurrents : coque planante à bouchain, mat carbone, trapèze, échelles, spi avec avaleur. Sur le plan des performances, il va aussi vite que le Musto Skiff avec peut être une ergonomie plus étudiée pour un large public et des sensations de barre épatantes ce qui le rend de fait plus accessible que ses principaux concurrents.

Un autre exemple : le mât carbone, raide et léger, associé à une grand-voile ne possédant qu’une seule latte forcée en tête rendent le bateau plus tolérant que les autres. L’envoi et l’affalage de spi sont simplifiés par l’utilisation d’un système de pompe.
Le RS 700 a conquis aujourd’hui un large public.

Alors que la clientèle de son concurrent le Musto est plus élitiste, le RS 700 a réussi à fédérer bon nombre de régatiers amateurs qui souhaitent pouvoir prendre du plaisir assez facilement sur un bateau procurant des sensations que peu de dériveurs sont à même de garantir.
En France, le RS 700 se développe assez rapidement avec maintenant une grosse dizaine de bateaux régatant régulièrement sur le Trophée Breizhskiff. En 2013 une mise à jour faite par le chantier, alliée à quelques modifications esthétiques, a relancé la production du bateau qui se développe bien hors des frontières anglaises.
Les petites annonces RS700 - par Wanaboat.fr
Pour afficher votre RS700 d'occasion ici, rendez sur Wanaboat.fr le spécialiste des annonces
RS700 d'occasion et publiez une annonce en sélectionnant le modèle «RS700».
Parce qu'on a tous forcément dessaler en skiff !
Dessaler est gênant, humide, froid et fait perdre des courses. Cet article présente les causes et leurs solutions.
Le KO au près
 Situation : dans 20 nds vous luttez déjà, l’équipier au trap, la grand voile battant dans les risées. Un nuage noir arrive et PAF un bouffe énorme est sur vous. Lâcher la grand voile n’est pas suffisant : le foc est encore au taquet. La bôme touche l’eau, et l’équipier commence son envol dans la GV pendant que le barreur glisse doucement le long de la coque pour atterrir sur la dérive.
Situation : dans 20 nds vous luttez déjà, l’équipier au trap, la grand voile battant dans les risées. Un nuage noir arrive et PAF un bouffe énorme est sur vous. Lâcher la grand voile n’est pas suffisant : le foc est encore au taquet. La bôme touche l’eau, et l’équipier commence son envol dans la GV pendant que le barreur glisse doucement le long de la coque pour atterrir sur la dérive.
Cause : Le mauvais réglage rend le bateau trop technique
Solution : Réglez votre bateau ! Augmentez la quête, prenez du cunnigham au max, relevez la dérive d’1/3, avancez le chariot de foc, cintrez votre mat. Maintenant l’équipage peut lever le nez du guidon pour se concentrer sur le plan d’eau, annoncer les risées, choquer la GV et le foc si nécessaire. Quand le bateau est bien réglé, il est facile, va plus haut, plus vite dans les risées et garde la vitesse dans les molles.
Le sachet de thé
 Situation : sous spi dans 15 nds de vent, vous touchez une molle, le bateau roule au vent. Le barreur loffe pour regagner de l’appui mais il est déjà très haut. La pression sur le stick le pousse hors du bateau. L’équipier et le barreur sont à 5 pieds de la coque, le bateau abat inexorablement jusqu’à ce que le mat touche l’eau juste devant le barreur et l’équipier qui nage.
Situation : sous spi dans 15 nds de vent, vous touchez une molle, le bateau roule au vent. Le barreur loffe pour regagner de l’appui mais il est déjà très haut. La pression sur le stick le pousse hors du bateau. L’équipier et le barreur sont à 5 pieds de la coque, le bateau abat inexorablement jusqu’à ce que le mat touche l’eau juste devant le barreur et l’équipier qui nage.
Cause : Jouer de la barre est effectivement un moyen de compenser mais ce n’est pas suffisant en cas de grosse variation du vent.
Solution : Dès que le barreur aperçoit une zone d’accalmie, il doit rentrer ou plier les genoux. L’équipier ensuite est plus à même de gérer le spi. Si cela se produit tout de même, le barreur ne doit surtout pas pousser la barrer mais au contraire tirer dessus pour abattre. NDT : prévoir la réception et évitez les tibias.
Au tas
 Situation : Vous avez survécu à un prés décoiffant, mais la marque au vent ressemble à un champ de bataille. Pendant que vous abattez soigneusement, le bateau gite et accélère et là l’étrave frappe une vague.. Vous êtes arrêté net, le safran est hors de l’eau. La décélération envoi l’équipier dans le foc et le barreur le rejoint.
Situation : Vous avez survécu à un prés décoiffant, mais la marque au vent ressemble à un champ de bataille. Pendant que vous abattez soigneusement, le bateau gite et accélère et là l’étrave frappe une vague.. Vous êtes arrêté net, le safran est hors de l’eau. La décélération envoi l’équipier dans le foc et le barreur le rejoint.
Cause : Les entrées d’eau fines, les hauts mats et les forts rond de chute accentue le mouvement dans la ‘death zone’.
Solution : La manœuvre doit être ferme et rapide. Relâchez à moitié le hales-bas et le cunnigham pour relâcher de la puissance sans pour autant créer une chute béante qui pousse le bateau. Prenez un maximum de vitesse qui va aider le safran à être efficace et encourage le bateau à planer plutôt qu’à plonger.
Démarrez l’abattée en bas d’une vague. Choquez légèrement les 2 voiles pour giter légèrement à contre. Si le barreur est au trap, il doit être dans les footstraps. Garder une courbe constante et lâchez la GV pour qu’il reste à plat. Si le bateau commence à enfourner, rebordez la GV pour retendre la chute (relâchez quand c’est passé).
Au tas (2)
Situation : Vous avez survécu au prés, surmonté l’abattée et êtes tranquillement sous spi. Vous prenez une vague qui vous fait accélérer tout droit dans le dos de la vague précédente qui ressemble à un mur de brique. Là vos haubans s’allongent de quelques pouces, l’attaque de foc devient molle et le mat vous donne l’impression de partir devant. L’étrave se soulève, vous avez allez à la même vitesse et donc le safran ne sert à rien. Cette figure se termine généralement par une moitié de dessalage et d’enfournement.
Cause : Les bateaux sont destinés à naviguer sur l’eau et non pas sous l’eau ! Quand le bateau ralenti, la pression sur le mat est énorme ce qui réduit l’équilibre à néant.
Solution : Il ne faut pas prendre les vagues perpendiculaire. On peut abattre ou loffer à tout moment pour se positionner et être prêt à mettre le poids du bon côté.
Au tas (3) 
Situation : Vous ne pouvez pas remonter plus; double trap sous spi sautant de vague en vague. Barreur et équipier dans les straps, la bome au centre. Un mur se présente devant vous et il n’y a pas de place autour. L’étrave s’enfonce dedans et sur la photo suivante, vous êtes tous les 2 en train de voler au delà des haubans tandis que le safran dépasse la dérive …
Cause : certaines vagues sont tout simplement trop grosses à passer à plein vitesse.
Solution : c’est malheureux à dire mais il faut ralentir en surbordant le spi.
Virement cata
Situation : Virer avec un bateau surpuissant dans beaucoup de vent : l’équipier rentre du trap au bon moment, le barreur relâche la grand voile pour garder le bateau à plat. Il pousse la barre pour arrêter d’abattre. Afin de d’engager le virement il doit pousser encore plus la barre. Le bateau loffe progressivement jusqu’à se retrouver stationnaire. Si l’équipier reprend le foc, le bateau va arriver très vite sur la nouvelle amure et les lattes passent brutalement. L’action des lattes sur un bateau immobile a pour conséquence de le coucher immédiatement. Au moins c’est rapide de la relever !
Autre solution, sans reborder le foc, le bateau ne passe jamais le vent, les lattes passent d’un côté puis de l’autre pendant que le barreur et l’équipier courent partout afin de garder la bête enragée droite. Lorsque le bateau cule la poupe coule, l’équipier peu seulement retarder l’inévitable. Avec un peu de chances vous décalerez du bon côté.
Cause : L’équipier doit simplement rester au trap jusqu’à ce que le virement soit engagé, afin de donner au barreur une demi chance. Sur-choquer la grand voile dans le virement a déséquilibré le bateau et ca également stoppé le bateau ce qui a pour conséquence de rendre la dérive inéfficace.
Solution : si le portant est comme faire du vélo, le prés c’est comme réussir un gâteau. Ayez les bons ingrédient et tout le reste suivra naturellement. Ne laissez par ralentir le bateau avant le virement, choquez légèrement le hale-bas afin de laisser un peu de marge en sortie et assurez vous que l’équipiez rentre un peu que quand la puissance s’échappe pendant le loffe et non avant. De cette manière la GV reste rentrée, le virage viens plus de la chute que de la dérive, la trainée est minimum et le bateau continue à bouger.
Relâchezun peu d’écoute quand la puissance s’échappe, pour retarder le retour de la puissance jusqu’à ce que le bateau soit droit au long du virement et l’équipier prêt à compenser.
Ne soyez pas tenté de remettre les chevaux trop tôt; c’est nettement plus facile de soulever l’équipage de l’eau en bordant sur la nouvelle amure que de se battra avec un bateau gité pour le remettre à plat.
Carénage
 Situation : Vous avez déjà dépassé de 4 longueurs la marque pour attendre une molle et une eau plate afin de tenter votre manœuvre. Vous abattez, le spi se dégonfle. Au même moment vous touchez une risée et vous n’avez plus le choix, le bateau est plein cul avec la GV à plein charge et l’étrave poussant les vagues. L’équipier essaye de passer la bome mais la pression l’empêche. Le bateau ralenti encore. Vous abattez plus et tout d’un coup le bateau roule au vent. Vous tirez encore plus la barre et la bôme traverse d’un coup. Vous êtes trop lent à changer de bord, le spi prend dans le foc ajoutant à votre malheur.
Situation : Vous avez déjà dépassé de 4 longueurs la marque pour attendre une molle et une eau plate afin de tenter votre manœuvre. Vous abattez, le spi se dégonfle. Au même moment vous touchez une risée et vous n’avez plus le choix, le bateau est plein cul avec la GV à plein charge et l’étrave poussant les vagues. L’équipier essaye de passer la bome mais la pression l’empêche. Le bateau ralenti encore. Vous abattez plus et tout d’un coup le bateau roule au vent. Vous tirez encore plus la barre et la bôme traverse d’un coup. Vous êtes trop lent à changer de bord, le spi prend dans le foc ajoutant à votre malheur.
Vous pouvez maintenant vous intéresser au dessous de votre coque.
Cause : Encore une fois une vitesse trop lente est la source de la majorité des empannages mouillés. La vitesse enlève la pression des voiles (sur glace les bateaux empanne la voile fasseyant). Si la dérive se déplace rapidement dans l’eau, il sera plus facile de gérer l’assiette et tout viendra naturellement.
Solution : Si possible initiez le mouvement en surfant une vague, gardez le spi bordé pendant toute la manœuvre si possible. Gardez une courbe constante mais ferme. Attendez que le bateau soit sur la nouvelle amure pour passer les lattes en prenant tous les brins de la GV au moment ou la pression se relâche.
Cet article est fortement inspiré d’un papier d’Andy Rice dans Yachts and Yachting
La mobylette débridée !

Un bateau de couple

Voici comment la femme de John Spencer, concepteur du Cherub, décrit pour la première fois le Cherub en 1951.
Le Cherub est un dériveur en double de 12 pieds de long avec un spi asymétrique et double trapèzes. Les flottes se trouvent majoritairement en Australie, Nouvelle-Zélande et en Grande-Bretagne.
Le Cherub est une jauge à développement. Des règles simples définissent la longueur, la largeur de coque et en partie sa forme, ainsi que les surfaces de voile et un certain nombre d’autres paramètres mais laissent libre court à l’imagination des concepteurs.
Caractéristiques
- Architecte: John Spencer
- Année: 1951
- Constructeur: Amateur
- Longueur:: 3,7m
- Largeur:: 1,8m
- Grand-voile: 15 ,5 m² avec le foc
- Foc:
- Spi: 21m²
- Poids: 50kg
Les Cherubs ont la réputation d’avoir des performances électrisantes dans la brise, en particulier au portant ou son poids plume (50 kg) et sa faible surface mouillée font un malheur. Une performance de 25 noeuds n’est pas rare, mais plus que sa vitesse, c’est son comportement qui impressionne ; Extrêmement léger, ultra réactif, ultra rapide. Si le 18 pied est une formule 1, alors le Cherub est une moto de course.
Peu d’autres classes ont autant de femmes qui barrent ou équipent au meilleur niveau avec des vainqueurs de national (anglais) ou au championnats du monde. La plus connue d’entre elles est probablement Nicola Bethwaite équipée par Julian Bethwaite, champions du monde 1976 !
 Le bateau a su évoluer pour suivre les technologies modernes et améliorer ses performances sans toutefois demander du poids et de la force pure. Le bateau correspond à une large échelle de poids, de 100 à 160 kg avec des équipages performants de 115 à 150 kg. Comme la majorité des classes à développement, le poids n’est pas un facteur si significatif : des équipages légers sont performants dans la brise.
Le bateau a su évoluer pour suivre les technologies modernes et améliorer ses performances sans toutefois demander du poids et de la force pure. Le bateau correspond à une large échelle de poids, de 100 à 160 kg avec des équipages performants de 115 à 150 kg. Comme la majorité des classes à développement, le poids n’est pas un facteur si significatif : des équipages légers sont performants dans la brise.
 Le Cherub est une classe pour designers et constructeurs aussi bien que pour voileux purs. L’un des objectifs de la classe est de fournir un support peu cher (les avantages de la construction amateur) sur lequel il est possible de faire des expériences techniques et architecturales. La majorité des bateaux sont des constructions amateur et la classe était pionnière dans la mise en oeuvre des techniques de construction sandwich. La consécration ultime est sans doute de gagner un championnat significatif sur un bateau conçu et construit soi même.
Le Cherub est une classe pour designers et constructeurs aussi bien que pour voileux purs. L’un des objectifs de la classe est de fournir un support peu cher (les avantages de la construction amateur) sur lequel il est possible de faire des expériences techniques et architecturales. La majorité des bateaux sont des constructions amateur et la classe était pionnière dans la mise en oeuvre des techniques de construction sandwich. La consécration ultime est sans doute de gagner un championnat significatif sur un bateau conçu et construit soi même.
La surface de voile a augmenté en 2004 à 15m² au prés et 21m² de spi. Cela ne rend pas pour autant le bateau physique mais améliore ses performances dans le petit temps tout en étant encore plus détonnant dans la brise.
Mais plus que tout c’est l’esprit hyper convivial et amical de cette classe qui étonne : cela fait plus de quarante ans que les passionnés de Cherub entretiennent cette excellente ambiance au sein de leur classe et l’esprit Cherub est une réalité enviée par beaucoup. En France un premier Cherub a été construit et 3 ont étés importés en 2005. Six bateaux ont été construits en 2006 et 2007 plus quelque uns ont été importés d’Angleterre pour atteindre une flotte de 14.
La participation aux régates du Trophée Breizhskiff est en revanche fluctuante…


NBS construction amateur en France.
Les petites annonces Cherub - par Wanaboat.fr
Pour afficher votre Cherub d'occasion ici, rendez sur Wanaboat.fr le spécialiste des annonces
Cherub d'occasion et publiez une annonce en sélectionnant le modèle «Cherub».
L'EFV et le sportif, deux mondes trop opposés ?
 Disons le clairement, si la FFvoile peut encore être considérée comme une grande fédération sportive en France, c’est en partie grâce à son réseau des « Ecoles Françaises des Voile ». Construit et structuré depuis près de 30 ans, le réseau EFV a permis à la pratique du voile d’exister au delà du stricte champ de la pratique sportive et compétitive et de toucher un public beaucoup plus large en faisant entrer la voile dans le champ des pratiques touristiques. Le réseau EFV est donc un magnifique outil de promotion de la voile au même titre que peuvent l’être les grandes courses océaniques et les exploits des skippeurs auprès du grand public. Les 190 000 licences enseignement vendues représentent plus de 45 000 équivalents licences sportives annuelles soit la moitié des titres assimilés à la pratique compétitive. Mieux encore, le stage de voile EFV s’est profondément ancré dans l’imaginaire collectif des Français et fait assurément partie des activités à pratiquer lors des vacances estivales. Le stage de voile peut donc être considéré comme un mythe moderne (au sens de Barthes) de la civilisation des loisirs.
Disons le clairement, si la FFvoile peut encore être considérée comme une grande fédération sportive en France, c’est en partie grâce à son réseau des « Ecoles Françaises des Voile ». Construit et structuré depuis près de 30 ans, le réseau EFV a permis à la pratique du voile d’exister au delà du stricte champ de la pratique sportive et compétitive et de toucher un public beaucoup plus large en faisant entrer la voile dans le champ des pratiques touristiques. Le réseau EFV est donc un magnifique outil de promotion de la voile au même titre que peuvent l’être les grandes courses océaniques et les exploits des skippeurs auprès du grand public. Les 190 000 licences enseignement vendues représentent plus de 45 000 équivalents licences sportives annuelles soit la moitié des titres assimilés à la pratique compétitive. Mieux encore, le stage de voile EFV s’est profondément ancré dans l’imaginaire collectif des Français et fait assurément partie des activités à pratiquer lors des vacances estivales. Le stage de voile peut donc être considéré comme un mythe moderne (au sens de Barthes) de la civilisation des loisirs.
Cependant, si la FFvoile peut s’enorgueillir à travers son réseau EFV de toucher un public beaucoup plus large que sa sphère « naturelle » de recrutement, il n’en demeure pas moins que les transferts de cette pratique touristique et donc saisonnière de la voile vers une pratique sportive et annuelle sont très faiblement opérants alors même que c’était l’un des éléments mis en avant à la création de ce réseau présenté à l’époque comme un outil de recrutement pour les pratiques sportives et compétitives. Plus inquiétant encore, le réseau EFV s’est, d’une certaine manière, totalement autonomisé du reste des activités de la FFvoile au point de n’être plus un outil ou une passerelle mais une fin en soi. Là où l’activité EFV devait non seulement permettre d’alimenter les clubs en sportifs et de dégager une autonomie et des moyens financiers pour le développement sportif des clubs, le réseau EFV existe maintenant pour lui même et accapare la majorité des moyens humains et matériels pour le développement de l’activité touristique, dans ce qui peut parfois ressembler à une fuite en avant de recherche de rentabilité et où d’équilibre au détriment de toute dimension de transmission des valeurs du sport en général et de la voile en particulier et d’adhésion d’un public à ces valeurs afin de le faire poursuivre dans une activité sportive vélique.
 Ce mouvement d’autonomisation de la sphère touristique de la pratique de la voile a été de paire avec un vaste mouvement de formation et de professionnalisation des éducateurs qui ont du coup malheureusement perdu une grande part de leur culture sportive et ce, d’autant plus que dans le même mouvement, les contenus des stages EFV (ce que l’on demandait aux éducateurs d’enseigner) perdait toute dimension sportive et de découverte du jeu de la régate. En effet, ce que l’on apprend aujourd’hui dans un stage de voile du réseau EFV a fait l’objet d’un très gros travail il y a une dizaine d’année. Le contenu de l’enseignement délivré dans le réseau EFV est cadré, homogénéisé, normé et hiérarchisé. Il définit les objectifs et les moyens pour permettre à un stagiaire de parvenir à l’autonomie dans sa pratique de la voile mais il n’est quasiment fait aucune référence à la dimension sportive et compétitive. Les compétences techniques et l’acquisition de l’autonomie pour un stagiaire débouche sur un « permis de naviguer » comme on passe un permis de conduire mais très rarement sur une initiation au jeu de la compétition en voile, à la performance. Cela est laissé aux «écoles de sport » ou autres « clubs compétition » sans que ces derniers n’aient accès au public touristique à qui l’on transmet de fait l’idée que la voile ne serait au mieux qu’une activité estivale de loisir et en aucun cas un sport avec des compétitions et du jeu et qui peut se pratiquer toute l’année dans des clubs près de son lieu de résidence principale.
Ce mouvement d’autonomisation de la sphère touristique de la pratique de la voile a été de paire avec un vaste mouvement de formation et de professionnalisation des éducateurs qui ont du coup malheureusement perdu une grande part de leur culture sportive et ce, d’autant plus que dans le même mouvement, les contenus des stages EFV (ce que l’on demandait aux éducateurs d’enseigner) perdait toute dimension sportive et de découverte du jeu de la régate. En effet, ce que l’on apprend aujourd’hui dans un stage de voile du réseau EFV a fait l’objet d’un très gros travail il y a une dizaine d’année. Le contenu de l’enseignement délivré dans le réseau EFV est cadré, homogénéisé, normé et hiérarchisé. Il définit les objectifs et les moyens pour permettre à un stagiaire de parvenir à l’autonomie dans sa pratique de la voile mais il n’est quasiment fait aucune référence à la dimension sportive et compétitive. Les compétences techniques et l’acquisition de l’autonomie pour un stagiaire débouche sur un « permis de naviguer » comme on passe un permis de conduire mais très rarement sur une initiation au jeu de la compétition en voile, à la performance. Cela est laissé aux «écoles de sport » ou autres « clubs compétition » sans que ces derniers n’aient accès au public touristique à qui l’on transmet de fait l’idée que la voile ne serait au mieux qu’une activité estivale de loisir et en aucun cas un sport avec des compétitions et du jeu et qui peut se pratiquer toute l’année dans des clubs près de son lieu de résidence principale.
Le cloisonnement strict entre l’activité touristique centrée sur le réseau EFV et les activités compétitives sont donc un frein au développement de notre sport. A l’heure où le mot de « transversalité » est mis à toute les sauces sans que cela ne débouche sur quoi que ce soit de concret, il serait grand temps de prendre des initiatives pour remettre du lien entre la pratique touristique de la voile et les pratiques compétitives.
- Cela passe d’abord par la réaffirmation que pour tout autonome qu’elle soit ou qu’elle se veuille, l’une des finalités du réseau EFV est de permettre au club de toucher un public qui pourrait être intéressé par une pratique compétitive annuelle.
- Cela passe ensuite par la mise en place d’outils qui permettent de faire le lien et la passerelle entre la clientèle du réseau EFV et les clubs près des lieux de résidence de la clientèle estivale du réseau EFV. Cela passe notamment par l’exploitation des bases de données des licences enseignements.
- Enfin, cela passe par une adaptation des contenus d’enseignement dans les EFV et l’introduction d’une initiation ou d’une découverte au jeu de la régate visant à montrer et démontrer que la voile n’est pas seulement un moyen de transport (le plus compliqué qui soit d’ailleurs) ou un simple loisir estival mais un sport avec la dimension de compétition inhérente à celui-ci. Tous ceux qui comme moi ont appris la voile dans les stage EFV d’été dans les années 80 se souviendront que le stage se terminait toujours par une petite régate, très simple et que l’apprentissage technique de l’autonomie était indissociable de l’apprentissage de la performance. Et c’est sans doute pour cette raison que je pratique encore la voile aujourd’hui même il s’en est fallu de peu pour que ce sport ne reste pour moi qu’une activité estivale de vacances et que je ne passe à côté des valeurs que ce sport génère dans sa dimension compétitive.
Cédric Fraboulet
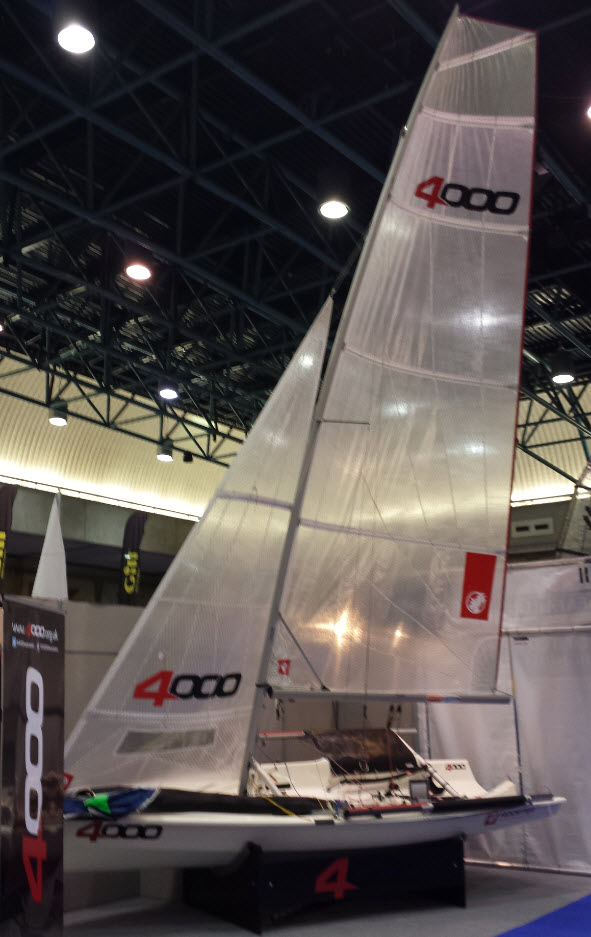
 Décidément, tous les constructeurs adoptent la GV à corne pour redonner un coup de boost à leurs séries (et relancer les ventes de voile…). Après le RS800, c’est au tour du 4000 (ex Laser 4000)!
Décidément, tous les constructeurs adoptent la GV à corne pour redonner un coup de boost à leurs séries (et relancer les ventes de voile…). Après le RS800, c’est au tour du 4000 (ex Laser 4000)!
L’Association Anglaise a dévoilé fin février au RYA Suzuki Dinghy Show la proposition de nouvelle voilure du Laser 4000.
Principale modification la plus visible: une belle GV à corne bien évidemment!
D’autres modifications plus techniques mais moins spectaculaires ont été proposées afin de renforcer la durabilité du matériel et de proposer des pièces à des coûts plus intéressants: nouvelle section de mat, matériaux pour les ailes et la chaussette à spi,…

A noter qu’à l’occasion de ce salon Nautique à l’Anglaise, le 4000 exposé était le numéro 190 de la série, soit un bateau construit en 1996! Il a été acheté peu de temps auparavant pour environ 1200€ et équipé avec l’ensemble des propositions de modifications, et un gréement courant /dormant neuf. Le résultat semblait être impressionnant!
Le juste milieu !


Sorti en 1995, le Laser 4000 s’adresse à des propriétaires qui souhaitent pouvoir régater de façon conviviale sur un bateau vif, précis et vivant et qui reste à la portée de tous.
Très novateur à sa sortie, il a apporté un certain nombres d’innovations qui ont fait date : le hâle-bas inversé, le spi avec un avaleur couplé à un tangon orientable et un système de réglage du couple de rappel en fonction du poids de l’équipage qui marche étonnamment bien, offrant ainsi des régates équitables pour une large fourchette de poids d’équipage.
Caractéristiques
- Architecte: Phil Morrison
- Année: 1995
- Constructeur: Laser
- Longueur:: 4,64m
- Largeur:: 1.5m à 2.30
- Grand-voile: 10.8 m²
- Foc: 3.9 m²
- Spi: 17.10 m²
- Poids: 140kg complet
Diffusé à près de 650 exemplaires en Europe, il offrait également un circuit de régate européen d’un excellent niveau en dehors de l’olympisme.
En France il est l’un des skiffs les plus diffusés auprès des propriétaires qui apprécient ses performances et son comportement dans tous les types de temps.Ses qualités expliquent en grande partie pourquoi il a été choisi en son temps par l’Ecole Nationale de Voile qui propose des stages sur ce support.
En France, Florence Lebrun, ancienne championne du monde de 470 et plusieurs olympiades (1988, 1992, 1996) à son actif a choisi ce bateau pour continuer à naviguer en dériveur.
De par ses qualités marines, son comportement et ses performances, le Laser 4000 représente le juste milieu à l’image de ce qu’a été le 470 dans les années 60.

La flotte très active dans les années 2000 s’est quelque peu clairsemée depuis l’apparition d’autres bateaux (RS500, RS800) jusqu’en 2013 où le bateau était devenu un très bon bateau d’accession au monde du skiff…

 C’était sans compter sur Rooster qui décide en 2013 de reprendre la licence d’exploitation et renomme le bateau en « 4000 ». Le bateau est modernisé depuis avec l’apparition d’une nouvelle grand-voile à corne, une dérive plus légère et le passage au mât carbone est même à l’étude.
C’était sans compter sur Rooster qui décide en 2013 de reprendre la licence d’exploitation et renomme le bateau en « 4000 ». Le bateau est modernisé depuis avec l’apparition d’une nouvelle grand-voile à corne, une dérive plus légère et le passage au mât carbone est même à l’étude.
Ces évolutions et la présence de nombreuses occasions très abordable en Angleterre ont amorcé le renouveau du 4000 en France pour en faire une des séries les plus actives en 2016 en Bretagne!
La Classe 4000 a même été recrée et anime désormais la série. Le Laser 4000 est définitivement un bateau indestructible (essayez donc de casser un 4000….) un peu dépassé par son design et sa construction datant de plus de 20 ans mais qui suscite donc toujours l’enthousiasme!

Les petites annonces Laser 4000 - par Wanaboat.fr
Pour afficher votre Laser 4000 d'occasion ici, rendez sur Wanaboat.fr le spécialiste des annonces
dériveurs / skiffs d'occasion, voiliers et publiez une annonce en sélectionnant le modèle «Laser 4000».
Le seigneur des anneaux olympiques, une longue histoire !
 La plupart des principaux concepts du 49er sont nouveaux dans le monde de la voile, ceci parce que le 49er a été développé à partir des 18 » Australiens, les fameux skiffs, qui ont eux-mêmes subi un développement inattendu au cours des 20 dernières années. Un rapide résumé de l’évolution des 18 » donnera un meilleur aperçu des origines du 49er.
La plupart des principaux concepts du 49er sont nouveaux dans le monde de la voile, ceci parce que le 49er a été développé à partir des 18 » Australiens, les fameux skiffs, qui ont eux-mêmes subi un développement inattendu au cours des 20 dernières années. Un rapide résumé de l’évolution des 18 » donnera un meilleur aperçu des origines du 49er.
Entre les années 1827 et 1975, les skiffs ont attiré beaucoup de spectateurs en baie de Sydney, car ils étaient très spectaculaires, avec leurs gréements énormes. Mais en définitive, ils n’allaient pas plus vite que les dériveurs apparus après 1960. Entre 1960 et 1974, les régates annuelles de Sydney étaient de temps en temps remportées par des 5o5 ou FD.
En 1975, la situation changea. Après un faux départ de Ben Lexcen (son ‘Taïpan’ de 1957 était rapide mais ingérable), David Porter persévéra en suivant un développement étape par étape sur plusieurs saisons, et finalement remporta le championnat du monde avec un skiff équipé par 3 personnes et barré du trapèze. Ce concept était surprenant car c’était le premier bateau au monde à rester continuellement au planing (au près comme au portant) dans des vents de 9nds et plus. Le développement des skiffs continua durant 20 années, menant aux coques ultralégères, ailes, spi asymétriques, et mât ‘flexi-tip’.
La vitesse de ces bateaux augmenta alors pour devenir ce qu’elle est maintenant, c’est-à-dire la plus rapide des monocoques. Leurs performances devinrent encore plus spectaculaires, attirant les médias et la télévision mondiale. Ceci n’était ni plus ni moins qu’une révolution des performances et de l’architecture.
Du fait du développement des ailes et donc de gréements énormes, les tensions de haubans et compressions de mât augmentèrent dramatiquement. La coque des 18 » modernes, qui ne pèse que 85kg, supporte une tension d’une tonne de chaque côté (haubans), 500kg sur l’étai, et 3 tonnes au pied de mât ! La pratique a démontré que sous cette torture, les coques perdent leur potentiel de vitesse en 1 an, le stratifié (vinylester) se délamine en 2 ans, durée maximale pendant laquelle une coque bien construite peut espérer gagner. Un des avantages de l’époxy est qu’il n’absorbe pas l’eau de mer, ne prenant pas de poids au cours des années. C’est pourquoi le 49er est construit en époxy.
 La conséquence des performances atteintes par les 18 » fut alors une augmentation importante (proportionnelle à leur vitesse) du vent apparent, ces gréements énormes devenant très physiques, leurs énormes voiles devenant dures à border, sans parler de leurs bout-dehors, atteignant les 8m. Un grand nombre de réglages furent introduits pour réduire la puissance dans les vents forts et les longues rafales, rendant les bateaux d’autant plus complexes. Dans les années 1980-85, le nombre d’équipiers capables de mener ces bateaux à la victoire diminua sans cesse. Depuis, le climat vira à la simplification.
La conséquence des performances atteintes par les 18 » fut alors une augmentation importante (proportionnelle à leur vitesse) du vent apparent, ces gréements énormes devenant très physiques, leurs énormes voiles devenant dures à border, sans parler de leurs bout-dehors, atteignant les 8m. Un grand nombre de réglages furent introduits pour réduire la puissance dans les vents forts et les longues rafales, rendant les bateaux d’autant plus complexes. Dans les années 1980-85, le nombre d’équipiers capables de mener ces bateaux à la victoire diminua sans cesse. Depuis, le climat vira à la simplification.
La première simplification était une invention de Julian Bethwaite, qui supprima les bout-dehors orientables au profit d’un bout-dehors fixe, et aplatit la chute de ses spi, inventant le spi asymétrique. Ces développements amenèrent à des bateaux, comme le 49er, capables de descendre beaucoup plus dans le vent. Avec l’augmentation de la vitesse au portant, on découvrit ainsi que la vitesse était fonction de la longueur de la chute du spi, et non pas uniquement de sa surface, réduisant ainsi la longueur des écoutes de spi.
Les gréements dormants subirent alors une grande révolution. Les monstrueux 18 » utilisaient des mâts en alliage (alu) pouvant cintrer dans le milieu pour aplatir la GV dans les vents forts. Le cintrage du milieu aplatissait le milieu de la GV et ouvrait la chute au milieu (donc très tôt), mais le haut de la GV restait creux et fermé.
Plus important, le cintrage du milieu détendait les haubans au capelage, détendant du même coup l’étai. Le bateau ne pouvait alors plus pointer dans le vent. De plus, le gréement pouvait vibrer légèrement, pouvant même, dans certaines conditions, entrer en résonance, provoquant sa destruction. Pour éviter ça, on mit au point des jambes de force hydrauliques devant le mât pour garder le gréement en tension. Mais le dispositif est complexe et lourd…
Bethwaite changea tout ça (alléluia !). Il développa un bateau plus petit avec un gréement totalement différent :
– Un bas-de-mât en alliage (relativement raide), tenu par deux étages de haubans (dont un sur barres de flèche, au capelage). Cintrant peu, les étages de bas-haubans ne se détendent pas, et l’étai reste alors sous tension, éliminant la nécessité de systèmes hydrauliques complexes et lourds.
– Un haut-de-mât en carbone, très souple, tenu par un deuxième étage de barres de flèche grée en tête, pouvant cintrer indifféremment du bas-de-mât.
Ces gréements se justifient à plus d’un titre. En voici quelques raisons :
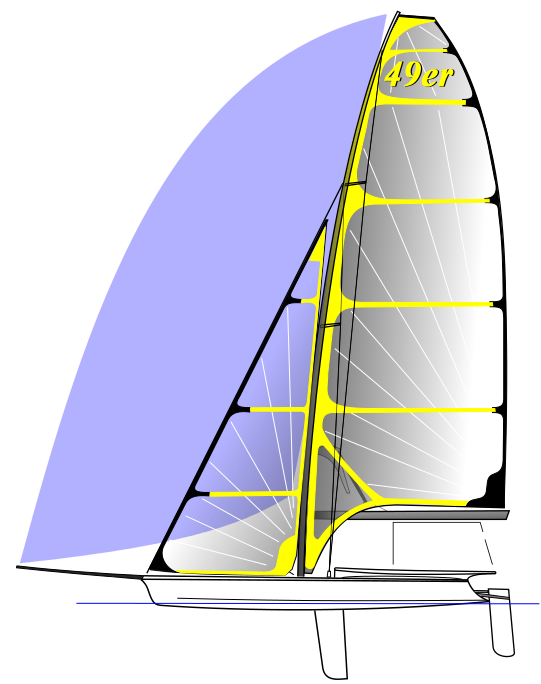
- GV elliptique :
La GV, elliptique, offre un meilleur rendement, proche du rendement idéal, réduisant la traînée aérodynamique
- Plus de toile dans les hauts :
A surface de voile égale, ces gréements sont plus compacts, donc plus légers et d’un moment d’inertie plus faible.
- Moins de tension dans l’écoute de GV :
La tête de mât, très souple, cintre latéralement sous le vent, refermant ainsi la chute de GV sans qu’elle soit droite, suivant la courbure du mât sous le vent, provoquant un très léger dévers. Il n’est donc pas nécessaire de ‘blinder’ la GV pour fermer la chute, ce qui est le cas avec des voiles gréées sur des mâts raides.
- Ajustement de la puissance de la GV :
– Le mollissement des bas-haubans provoque un cintrage en bas du mât, aplatissant le bas de la GV.
– Plus de tension dans les hauts-haubans accentue le cintrage, aplatissant la GV dans le haut
– Les haubans gèrent la tension de l’étai
On peut ainsi adapter la puissance d’une même GV aux conditions météo et au poids de l’équipage.
- Autorégulation du gréement :
Avec le vent, le haut de la voile provoque un léger cintrage latéral du mât, tendant la chute. Si le vent monte, le centre de pression recule dans la GV, donc en arrière du mât, le faisant alors cintrer, aplatissant le haut de la voile et ouvrant la chute, sans toucher à l’écoute. Dans une molle, le mât revient à sa position initiale, creusant et fermant le haut de la GV.
- Ajustement du point d’autorégulation :
Sur une GV entièrement lattée, l’étarquage du cunningham fait plus facilement cintrer le mât, réduisant alors la tension de la chute nécessaire pour faire ouvrir la GV. Elle ouvrira donc dans des risées plus faibles, et surtout réagira beaucoup plus aux réglages de hale-bas et de cunningham. Ainsi prendre du hale-bas diminuera la tension d’écoute (l’écoute ne joue que sur l’angle d’incidence de la voile), et rendra la régulation plus pointue, mais plus réactive.
- Egalisation par rapport au poids de l’équipage :
Sur le premier bateau grée ainsi, le 18 » champion du monde 1990 AAMI I, Julian remarqua qu’en naviguant avec un équipage lourd dans des vents forts, les deux dernières lattes de la GV étaient à contre, alors qu’avec un équipage léger, en prenant du cunningham, une latte de plus était à contre, mais le bateau allait à la même vitesse.
Il pensa alors que ces gréements étaient l’une des raisons principales pour lesquelles les skiffs, comme le 49er, sont si peu sensibles au poids de l’équipage.Les comportements dynamique et aérodynamique de ces gréements sont profondément différents de ceux de gréements dits normaux. Leurs avantages sont d’être simples, légers, autorégulateurs, très efficaces à la fois dans leurs formes initiales et dans leurs formes ‘ouvertes’, et le point d’autorégulation est ajustable au poids de l’équipage et aux conditions météo. De plus, leur traînée aérodynamique est très faible ; l’emploi de voile à fort rond de chute n’est donc plus pénalisant.
Finalement, ces gréements ont prouvé d’eux-mêmes qu’ils étaient d’un maniement simple, et capables de performances hors du commun. Les 18 » modernes et le 49er sont des modèles de simplicité. Avant, les concepteurs pensaient que c’était aux équipages de régler leur bateau pour avoir les bonnes formes de voiles suivant le vent et la mer. L’idée d’un gréement dynamique était complètement primaire ! Maintenant, l’idée est passée qu’il est aux concepteurs de concevoir(!) des combinaisons mât-voile-lattes pouvant être utilisées avec n’importe quel poids d’équipage dans n’importe quelles conditions, celui-ci ouvrant automatiquement et efficacement pour accompagner les fluctuations du vent.
 Pendant plusieurs années, les ailes étaient fixées sur le plat-bord du bateau par une charnière, et l’aile sous le vent se repliait, grâce à un élastique. Ensuite, elles furent montées fixes, angulées au-dessus de l’horizontale. Pour les rendre plus praticables, on relia le tube à la coque avec un filet, puis avec un trampoline de catamaran, rendant les manoeuvres plus aisées, les équipiers ne se demandant plus où poser les pieds. Quelques-unes étaient mêmes pleines, au détriment du poids.
Pendant plusieurs années, les ailes étaient fixées sur le plat-bord du bateau par une charnière, et l’aile sous le vent se repliait, grâce à un élastique. Ensuite, elles furent montées fixes, angulées au-dessus de l’horizontale. Pour les rendre plus praticables, on relia le tube à la coque avec un filet, puis avec un trampoline de catamaran, rendant les manoeuvres plus aisées, les équipiers ne se demandant plus où poser les pieds. Quelques-unes étaient mêmes pleines, au détriment du poids.
La suite du développement se fit par un réel effort en vue de réduire la traînée, tant aérodynamique qu’hydrodynamique. Pour réduire la traînée aérodynamique, les barres de flèche ont été profilées et angulées pour s’aligner avec le vent apparent. Les jointures ailes-coque ont été profilées. Les attaches des ailes, à l’avant de celles-ci, ont été reculées.
La forme des coques changea aussi. Il fut remarqué qu’un changement de quelques mm modifiait sensiblement le comportement de la coque à haute vitesse. Idem pour la longueur et l’angle des entrées d’eau par rapport au comportement dans les vagues. Les appendices furent également l’objet de nombreuses années de recherche.
Ces recherches sur l’amélioration de la traînée, influencées au départ par Julian Bethwaite, introduisirent de profonds remaniements dans l’histoire des 18 ». Bruce Farr domina dans les années 70, avec des bateaux augmentant juste au niveau des gréements. Ian Murray perça avec des bateaux plus petits dans les années 80, introduisant les ailes, puis le reste. Les bateaux devenaient alors de plus en plus toilés, grands, et lourds. Julian Bethwaite commença alors à faire des bateaux plus petits, réduisant la traînée, améliorant les détails, concevant des bateaux plus légers et plus solides.
Jusqu’à présent, il était accepté qu’un bateau assez gros pour faire une vague ne pouvait aller plus vite (sans déjauger) que la vitesse à laquelle il produit une vague de la longueur de sa coque (du fait de l’augmentation de la traînée).
Cette règle n’est plus universelle.
Des mesures de vitesse faites sur un 18 » par 7-8nds de vent ont montré que le bateau marchait à 7-8nds de moyenne. Le fait d’aller aussi vite que le vent est remarquable, mais là n’est pas la question. Le fait marquant est que le bateau évoluait dans ses lignes d’eau (non déjaugé), alors que sa vitesse de carène est de 1.34*root18=5.7nds. Et un 18 » commence à planer à 9nds!!
L’évolution et les progrès des 18 » amenèrent ainsi à un résultat inespéré. Les 18 », avec leur carène ultralégère et tendue ont réussi à éliminer le pic de traînée (apparaissant normalement, sur une courbe de traînée, juste avant le planing), considéré comme inhérent à n’importe quelle coque capable de faire une vague. Et Julian Bethwaite a réussi à transférer ces caractéristiques sur le 49er. L’une des conséquences de ceci est que les skiffs vont très vite dès les petits airs.

Concepts
La traînée des différentes parties du 49er (coque, appendices, gréement) est de loin inférieure à celle de n’importe quel autre skiff. Hydrodynamiquement d’une part, grâce au transfert du savoir-faire des 18 », aérodynamiquement d’autre part ; la coque est plus basse et ne possède aucune cloison externe (donc moins de résistance au vent). Les ailes sont plus petites, voire ridicules par rapport au 18 », et sont reliées harmonieusement à la coque, le tout restant profilé. Un point important est que les ailes sont à moins d’un mètre de la surface, là où le vent est le plus lent à cause de la friction avec la surface. De même, la prolongation de la GV au pied de mât améliore le rendement GV-foc et les écoulements au niveau de la bôme. Tout ceci réduit considérablement la traînée. Les ratios du 49er sont impressionnants :
Le poids total d’un 18 » atteint 450kg, dont 230kg d’équipage au rappel à 3.58m du centre du bateau, développant un moment de redressement de 230×3.58=824kg.m-1. La distance entre le centre vélique et le centre de dérive est de 3.65m. son ‘sail carrying power’ est donc de (824/3.65)/450=50.1%
le même calcul pour le 49er (271kg au total, dont 150kg d’équipage) donne un ‘sail carrying power’ de 117kg.m-1, soit 117/271=43%
Ainsi, avec seulement 86% de la puissance d’un 18 », le 49er atteint presque les mêmes performances.
Elaboration des lignes de coque
Le 49er est une évolution des B14 et 18 », avec une courbe de traînée plus faible qu’un 18 » grâce à son meilleur rapport longueur/poids total et à ses entrées d’eau extrêmement fines, qui font planter des pieux à d’autres bateaux au près, mais pas avec le 49er :
Les entrées d’eau en V sont conçues pour que le bateau ne cogne pas, tout en restant stable en direction en évoluant aux alentours des 10nds au près, vitesse gardant le bateau suffisamment déjaugé dans les vagues et les manœuvres. Le clin, sur les sections avant, aide le bateau à déjauger tout en gardant suffisamment de volume devant pour éviter d’enfourner.
Les sections centrales sont une transition entre les sections avant et arrière, gardant un minimum de volume pour éviter que le bateau retombe complètement quand il arrête de planer. La suppression du clin dans ces sections permet de virer de bord sans augmenter sensiblement la traînée.
Les sections arrière sont le fruit de 6 années de développement sur les skiffs. La platitude et la superficie de ces sections permettent au bateau de planer très vite sur ses sections arrière sans augmentation de la traînée, avec la réapparition de clins pour le rendre plus stable en direction. Le bateau reste donc contrôlable, même lorsqu’il plane à plus de 20nds sur ses sections arrière.
Pour une coque qui ne subit pas d’efforts très importants (énorme tension de haubans en particulier), comme sur le 49er, l’emploi de matériaux exotiques (kevlar, carbone) n’est pas nécessaire.
Avec les skiffs, qui peuvent aller très vite et occasionnellement enfourner, voire faire un soleil, les efforts transmis à la coque par le gréement et l’eau ont été calculés afin de construire une coque aussi légère que possible.
Les raisons de l’utilisation de l’époxy et de tissus laminaires sont les suivantes :
- l’époxy a plus d’élasticité que le polyester. Ceci signifie que sous un effort brutal et violent, là où le polyester va casser, l’époxy va simplement se déformer pour revenir à sa forme initiale après l’effort :
- Meilleure durée de vie.
- L’époxy est imperméable. Une cagne dans la coque n’est donc pas synonyme de prise de poids et de fragilité en plus.
- Les tissus employés, laminaires (tressés), sont stratifiés en les orientant au mieux par rapport aux efforts, ce qui est impossible avec du tissu ‘matt’.
- L’emploi d’époxy réduit les temps de production.
- Le 49er possède des renforts en carbone (obligatoirement stratifié avec de la résine époxy) aux endroits appropriés (pied de mât,…).
Le gréement du 49er
Le gréement du 49er est directement issu des gréements de 18 » : Un haut-de-mât en carbone, relativement long, et un bas-de-mât court en alu, avec un premier étage de barres de flèche gréées au capelage pour garder l’étai sous tension quand le mât cintre.
Le hale-bas a pris la forme d’une jambe de force, fixée au-dessus de la bôme, poussant celle-ci vers le bas :
Le hâle-bas à pris la forme d’une jambe de force, fixée au dessus de la bôme, poussant celle-ci vers le bas :
- Plus sécurisant, car rendant impossible un cintrage négatif du mât sous les efforts du spi, ce qui finit souvent par un démâtage.
- Plus de place au pied de mât. L’équipier peut alors courir d’une aile à l’autre sans être gêné.
- Meilleur écoulement de l’air (donc moins de traînée) autour du vit-de-mulet.
Principes de réglages :
- La puissance de la GV par rapport aux conditions de la journée est réglée par la tension des bas-haubans et des haubans de tête.
- La force du vent à laquelle le haut-de-mât va cintrer, ouvrant et aplatissant le haut de la voile est réglé par le cunningham, qui peut être ajusté en route.
- La force de vent refermant la chute par cintrage latéral du mât est réglée par le hale-bas.
L’utilisation des ces trois réglages permet d’ajuster la puissance de la voile. Les équipages préférant naviguer avec du hale-bas prendront moins de cunningham, et réguleront à la GV. Cette technique donne une meilleure réponse avec moins de tension d’écoute. Les autres prendront moins de hale-bas et réguleront plus à la barre, avec plus de tension d’écoute.
 Les appendices
Les appendices
La dérive et le safran n’ont pas la même forme ni les mêmes sections car ils n’ont pas le même rôle. La dérive inter-agit avec la coque et le safran pour empêcher celui-ci de caviter. Surtout, elle contrebalance la force exercée dans les voiles, et la plupart du temps, elle travaille avec un angle maximum de 2° avec la route du bateau. Le safran, lui, est 95% du temps dans l’axe du bateau, mais peut prendre beaucoup d’angle pendant les manœuvres (virements, empannages), toujours sans décrocher ni caviter. La dérive, bien que relativement courte, est assez longue dans les petits airs, et doit vite être remontée de 5cm dès que les deux équipiers sont tendus au trapèze, et de plus en plus au fur et à mesure que le vent monte.
Les ailes
Les ailes ont une très longue histoire, dont les premières lignes ont été écrites par Richard Court, à Perth, sur son 18 » Parry’s. Les premières n’étaient que de simples tubes, sur lesquels il fallait être habile pour ne pas se casser la g…. ! Puis quelqu’un pensa à les remplir, avec des filets très tendus. Ce fut une mini-révolution dans la conception des ailes, et elles sont maintenant toutes comme ça sur les 18 ».
Pour le 49er, une trentaine d’ailes furent testées (tubulaires, filets, repliables, pleines,…).
Les premières étaient constituées de plusieurs étages de tubes, comme sur le B14. Puis on essaya avec un filet, pour finalement les incorporer à la coque. Ainsi, le cockpit n’est plus seulement entre les deux plat-bords de la coque, mais s’étend d’un bout à l’autre des ailes. On peut alors courir de l’une à l’autre (virements) sans regarder où l’on met les pieds.
Conclusion
On voit donc, au final, que le 49er profite de l’énorme expérience acquise lors des années de conception des 18pieds Australiens, tout en faisant preuve d’innovation et d’adaptation à une taille et un poids plus faible. Cela en fait un bateau certes difficile à maîtriser (c’est un skiff ne l’oublions pas), mais très sain et très vivant.
Après beaucoup de pratique sur ce bateau, j’aurai seulement deux défauts à lui reprocher : la coque, qui n’est pas assez rigide (naviguer sur des 5o5 tout carbone ou en 18pieds nous habitue à des sensations et des performances dues à la raideur pure de la coque), et la géométrie du spi. En effet, la bordure du spi est courte, le bout-dehors aussi, et cela donne au 49er une forte envie d’enfourner…Chose qu’on ne retrouve pas du tout, bien au contraire, sur les 18pieds, qui ont proportionnellement des bout-dehors bien plus longs (mais fixes il est vrai) et des bordures de spi également plus longues. Mais rassurez-vous, ça reste l’un des meilleurs engins sur lequel j’ai navigué.
L'histoire d'un mythe !
 La légende des 18 pieds comme nous les connaissons commence dans le port de Sydney, le 26 Janvier 1892. Mark Foy, un homme d’affaires qui adore naviguer, pense que la baie de Sydney est l’une des mieux adaptées au nautisme et trouve pourtant que peu s’intéressent à ce sport, contrairement à d’autres.
La légende des 18 pieds comme nous les connaissons commence dans le port de Sydney, le 26 Janvier 1892. Mark Foy, un homme d’affaires qui adore naviguer, pense que la baie de Sydney est l’une des mieux adaptées au nautisme et trouve pourtant que peu s’intéressent à ce sport, contrairement à d’autres.
Il réalise très vite que cet état de fait est dû aux marins eux-mêmes, qui ne font pas grand-chose pour attirer les gens :
- Les parcours de régates font plus de 12 milles, rendant les bateaux invisibles pendant plus de deux heures.
- Un système de handicap compliqué détermine le vainqueur longtemps après la course.
- Rien n’est fait pour capter l’attention des spectateurs quand les bateaux sont sur l’eau.
- Déterminé à changer cette situation, Mark Foy en discute avec ses proches amis pour prendre des initiatives qui permettront de capter l’attention du public et de populariser la voile sportive. Il en sort trois grands principes :
- Les régates devront être plus spectaculaires et plus courtes.
- Les bateaux devront être mieux identifiables, par des couleurs et des symboles plutôt que par un numéro de voile.
- Le premier à passer la ligne sera le vainqueur !
Le principal problème de cette refonte est alors le support, autrement dit un bateau rapide. Foy conçoit alors le premier 18footer (5.4m), plus léger, large de 2.4m, avec 14 équipiers (comparé aux précédents équipages de 25 équipiers), et avec une surface de voilure lui permettant de planer plus tôt.
L’idée d’avoir des voiles différentes et originales pour chaque bateau dut être abandonnée pour une question de coût. L’alternative fut alors de mettre dans chaque grand-voile un emblème permettant de reconnaître le bateau. Cette tradition a encore cours aujourd’hui même si l’emblème en question est maintenant le visuel d’un sponsor.
Foy propose alors son nouveau concept à l’occasion de l’Anniversary Regatta Comitee de 1892, comité qui rejette son concept car « il ne respecte pas la dignité des anciennes régates de l’hémisphère Sud »…
Mark Foy, furieux, annonce : « Nous courrons nos propres régates de l’Anniversary Day. Je payerai pour, et je donnerai au public ce qu’il attend ! ».
 A grand renfort de publicité, la première régate de 18footer est une énorme réussite ! Le port de Sydney a du mal à accueillir tous les spectateurs (!!), qui viennent de loin, créant un événement sans précédent dans la baie de Sydney. La plupart des spectateurs ne connaissent pas forcément ce sport, mais sont venus voir le spectacle, encouragés par les promesses de Foy.
A grand renfort de publicité, la première régate de 18footer est une énorme réussite ! Le port de Sydney a du mal à accueillir tous les spectateurs (!!), qui viennent de loin, créant un événement sans précédent dans la baie de Sydney. La plupart des spectateurs ne connaissent pas forcément ce sport, mais sont venus voir le spectacle, encouragés par les promesses de Foy.
Un parcours triangle de 3 milles est alors mouillé, et on organise un départ « étagé » (les plus rapides partent après les plus lents) pour une course en temps réel. Au départ, il y a moins de trois minutes d’écart entre tous les bateaux. A l’arrivée, plus d’une douzaine se battent bôme dans bôme pour la victoire !
C’est un réel succès pour le public, qui apprécie ces régates courtes, en temps réel, et sur des bateaux spectaculaires et très bien identifiés, hauts en couleur.
L’ère des « gros bateaux « , de 22-24 pieds avec entre 18 et 25 équipiers. Ces bateaux avaient des espars et des appendices très lourds
 Le 18 pieds, avec une largeur de 8 pieds, est conduit par un équipage réduit à 10 ou 15 personnes, mais avec toujours autant de surface de voile. Pour les spectateurs ils n’étaient pas très différents, mais avaient l’avantage d’être nettement moins chers à fabriquer.
Le 18 pieds, avec une largeur de 8 pieds, est conduit par un équipage réduit à 10 ou 15 personnes, mais avec toujours autant de surface de voile. Pour les spectateurs ils n’étaient pas très différents, mais avaient l’avantage d’être nettement moins chers à fabriquer.
La classe 18 pieds prend toute sa maturité lors des saisons de 1912-1913, avec le premier championnat officiel, en baie de Sydney.
L’un des bateaux les plus connus à l’époque des « gros bateaux » était le BRITANNIA, construit par son propriétaire et skipper, Georgie Robinson, en 1919, et qui courut pendant plus de 20 ans.
A partir de 1930, la flotte commence à diminuer à cause de la difficulté à trouver des équipiers, et des coûts de fabrication en hausse, qui empêchent certains équipages de reconstruire un bateau neuf.
 Des expérimentations radicales vont alors commencer, quand certains designers/architectes appliquent les lois de l’aérodynamique et de l’hydrodynamique aux coques et gréements des 18 pieds. En 1932, un nouveau 18 pieds voit le jour, moins large que les autres (7 pieds). ABERDARE, qui appartient à Frederick Hart, est surnommé « miracle boat ». Hart dessine les plans, à Brisbane, et le fait construire par H.P. Avec un équipage de 7-8personnes (beaucoup moins que les 18 pieds conventionnels de l’époque).
Des expérimentations radicales vont alors commencer, quand certains designers/architectes appliquent les lois de l’aérodynamique et de l’hydrodynamique aux coques et gréements des 18 pieds. En 1932, un nouveau 18 pieds voit le jour, moins large que les autres (7 pieds). ABERDARE, qui appartient à Frederick Hart, est surnommé « miracle boat ». Hart dessine les plans, à Brisbane, et le fait construire par H.P. Avec un équipage de 7-8personnes (beaucoup moins que les 18 pieds conventionnels de l’époque).
Sa surface de voile était vraiment énorme. Ce bateau atteint une vitesse de 26 nds au Championnat Australien de Sydney en 1934 !! Skippé par Vic Vaughan, ABERDARE a gagné quatre fois consécutives le Championnat Australien, et à son retrait, il avait remporté 23 victoires sur 31 départs…
Le succès de ce nouveau concept marqua la fin des « gros bateaux ». Mais le club de Sydney (Sydney Flying Squadron) refusa de jauger ces bateaux. Un groupe de navigateurs, voulant faire naviguer et voir ces nouveaux bateaux, forma alors son propre club.
Cela conduisit à la formation du N.S.W en Janvier 1935. Aujourd’hui plus connu sous le nom de … 18 footer Sailing League (la ligue Australienne de 18pieds). Six nouveaux 18 pieds de 7ft de large disputèrent la saison 1935-36. Lors de la saison 1938-39, ils étaient 21 !
Lors de ces courses, il y avait en permanence 7 ferries pour suivre les régates avec des spectateurs. Chaque ferry avait son propre commentateur, et son propre routeur à terre pour dire au capitaine où aller pour suivre la course à l’endroit le plus spectaculaire.
Cette période est très bien résumée par les commentaires du président de la ligue au début de la saison 1938-39 :
« Il ne fait aucun doute que les nouveaux 18pieds répondent aux attentes du public australien. Les budgets des sponsors ne cessent d’augmenter chaque année. Il y a deux ans nous étions à 150 000 mark, et nous sommes presque à 200 000mark cette année. »
Le succès du club n’est pas démenti, et continue encore aujourd’hui, puisque c’est le principal promoteur de la classe 18 pieds dans le monde.
 En 1938, Mr James J. Giltinan (Secrétaire du NSW 18footer Sailing League) organise un championnat du monde, « open » (ouvert à tous), dans la baie de Sydney, lors du 150 ème anniversaire de Sydney.
En 1938, Mr James J. Giltinan (Secrétaire du NSW 18footer Sailing League) organise un championnat du monde, « open » (ouvert à tous), dans la baie de Sydney, lors du 150 ème anniversaire de Sydney.
Des annonces et publicités sont publiées dans les journaux à travers le monde, et des réponses viennent des USA, Angleterre, Hong Kong, et de Nouvelle-Zélande. Malheureusement, en raison des tensions en Europe (nous sommes à l’approche de la Deuxième Guerre Mondiale), seule la Nouvelle-Zélande viendra.
Le premier Mondial 18 pieds est quand même une grande réussite, et fait la une du journal « Sydney Morning Herald » le lendemain des premières régates.
« The crowd at Circular Quay (ferry wharf) was so large that extra steamer accomodation had to be provided at the last moment, while craft of almost every conceivable description were in attendance. The foreshores were thronged with spectators ».
Quand la Deuxième Guerre Mondiale éclate, les autorités décident de stopper les courses dans la baie de Sydney. Elles continueront ainsi sur la rivière, à l’ouest de Sydney, jusqu’en 1946.
 Après la guerre, de nouveaux concepts de 18 pieds apparaissent, visant à réduire encore la largeur (à 6ft) et le nombre d’équipiers. Les 18 pieds de 7ft de large continueront quand même à régater pendant encore 5 ans.
Après la guerre, de nouveaux concepts de 18 pieds apparaissent, visant à réduire encore la largeur (à 6ft) et le nombre d’équipiers. Les 18 pieds de 7ft de large continueront quand même à régater pendant encore 5 ans.
Depuis, de nouvelles techniques sont apparues, surtout en terme d’aérodynamique et d’hydrodynamique, amenant à des formes de coque de plus en plus planantes. Toujours avant-gardistes, les médias ne cesseront pas de s’intéresser à cette série, offrant ainsi un large espace aux sponsors. Des architectes comme Julian Bethwaite et Ian Murray, ainsi que les nouveaux matériaux (carbone, kevlar, aramide, etc…), amènent les 18 pieds à ce que nous connaissons maintenant.
 Prev1...234...7Next
Prev1...234...7Next  Page 3 of 7
Page 3 of 7

 C’est en effet une des originalités aussi de ce bateau, d’avoir à l’instar du Laser, 3 gréements de taille différentes pour permettre à une vaste fourchette de gabarit de pouvoir naviguer en RS100 : 7,4 – 8,4 et 10,2 mètres carrés sont disponibles même si aujourd’hui le gréement intermédiaire est largement majoritaire et conviendra parfaitement pour des gabarits allant jusqu’à 85-88 kilos.
C’est en effet une des originalités aussi de ce bateau, d’avoir à l’instar du Laser, 3 gréements de taille différentes pour permettre à une vaste fourchette de gabarit de pouvoir naviguer en RS100 : 7,4 – 8,4 et 10,2 mètres carrés sont disponibles même si aujourd’hui le gréement intermédiaire est largement majoritaire et conviendra parfaitement pour des gabarits allant jusqu’à 85-88 kilos.